![]()
Exemples d’application
Utilisation de la rhéologie
L’objectif est de développer des outils ad hoc pour le rhéomètre afin de l’utiliser comme un Microréacteur, représentant au plus près votre process :
- Plus représentatif des opérations unitaires, échelle pilote ou industrielle et de votre produit, surtout si des ingrédients/charges sont présentes
- Meilleure mélange par rapport aux géométries classiques (Couette ou cône
Exemple de l’utilisation d’un ruban hélicoïdal à la place du rotor cylindrique pour une géométrie Couette
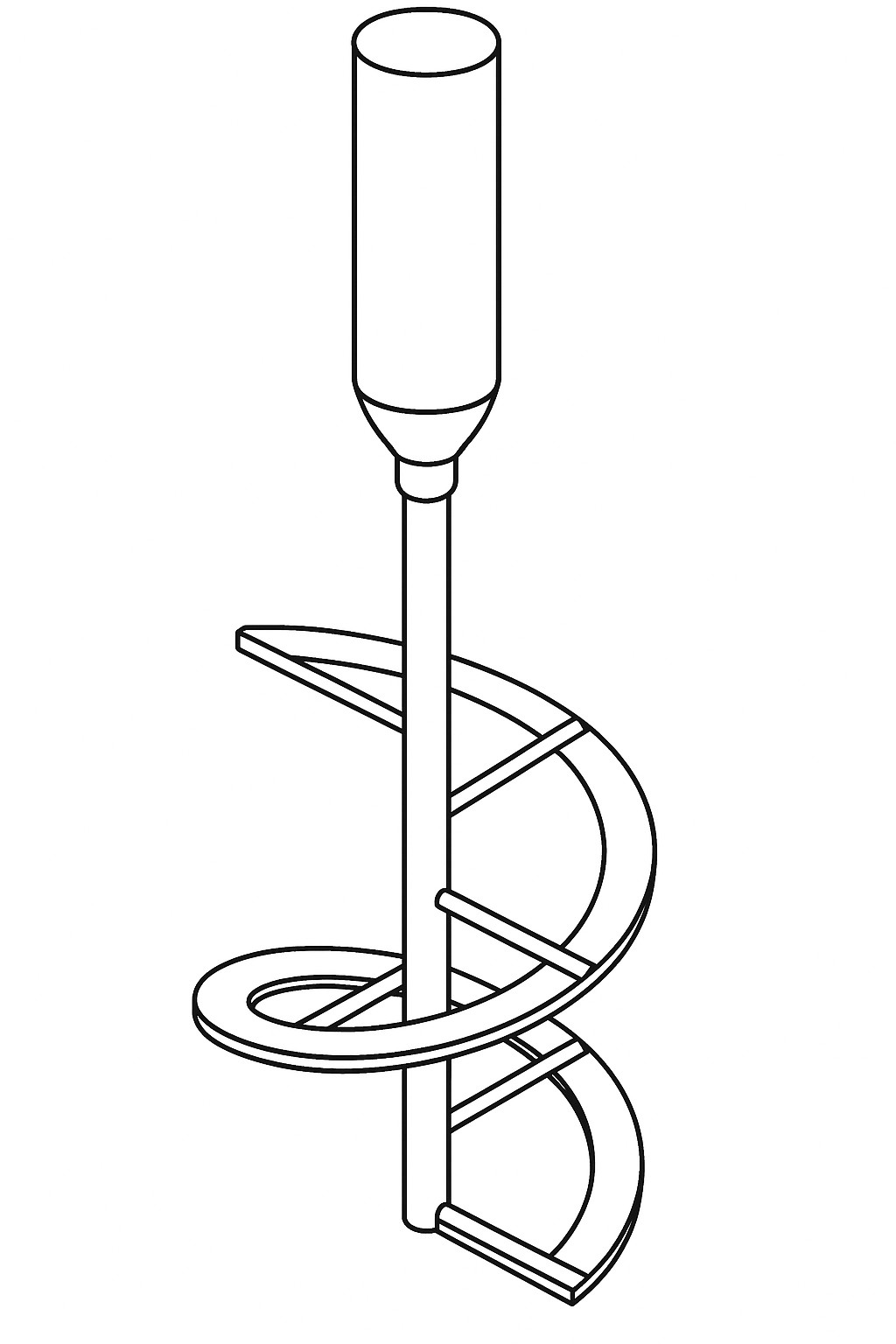
Le graphe ci-après montre l’évolution de la contrainte (viscosité multipliée par la vitesse de cisaillement) au cours du temps. La simulation en micro-réacteur équipé d’un ruban hélicoïdal rend compte de l’Impact du cisaillement de chaque opération unitaire (mélange du fromage avec les ingrédients, stockage en cuve, mélange en cuve, pompage, transfert vers le conditionnement) sur la contrainte, et donc sur la viscosité et texture du produit.
Protocole :
- Prise d’échantillon en début de process
- Simulation du process sur le micro-réacteur :
- Mélange du fromage avec les ingrédients : 30 secondes à une vitesse de cisaillement de 10 s-1
- Stockage en cuve : 1h30 à 0.01 s-1
- Mélange en cuve : 30 minutes à 5 s-1
- Pompage : 5 minutes à 50 s-1
- Transfert vers le conditionnement : 3 minutes à 20 s-1
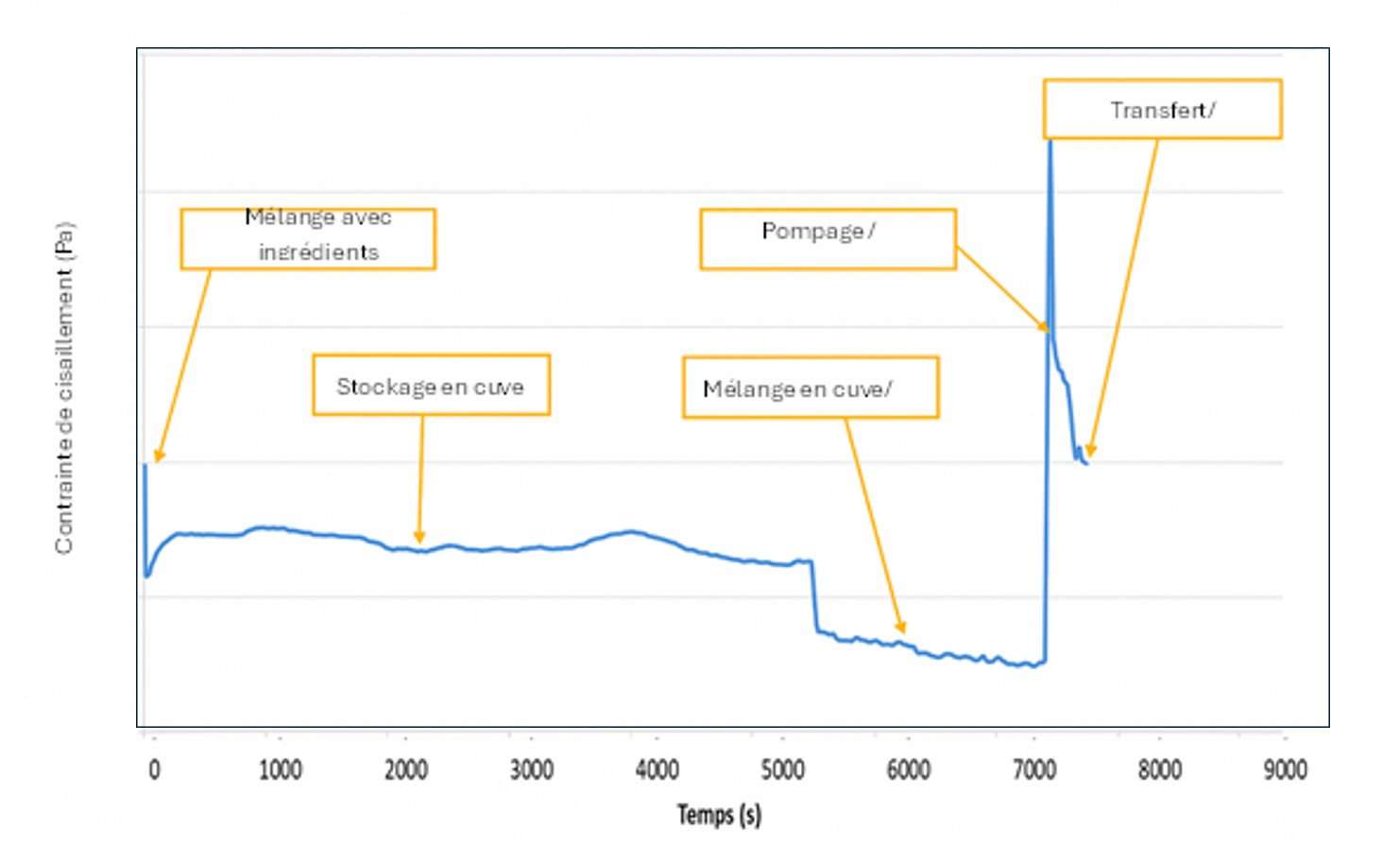
Résultat :
Les étapes où le produit est cisaillé (mélange, pompage, transfert) montrent une diminution de la contrainte et donc de la viscosité, notamment les deux dernières étapes de transfert où elle est forte. Nous avons mis en évidence l’impact mécanique du procédé sur la texture.
Ainsi ce type de mesure/simulation permet la définition plus intelligente des opérations unitaires pour limiter la déstructuration avec des procédés plus respectueux, et donc réaliser in fine des économies en baissant par exemple l’extrait sec du fromage à iso-texture du produit fini.
Nous avons réalisé une simulation de la cuisson dans le micro-réacteur pour une formulation riche en amidon. Sur le graphe ci-après nous pouvons voir l’évolution de la viscosité en fonction de la température, à une vitesse de cisaillement constante.
Nous pouvons constater une énorme prise de viscosité après 85°C, ce qui peut être problématique lors du procédé de cuisson industriel avec notamment des fortes sollicitations mécaniques des équipements et une mauvaise homogénéité de mélange.
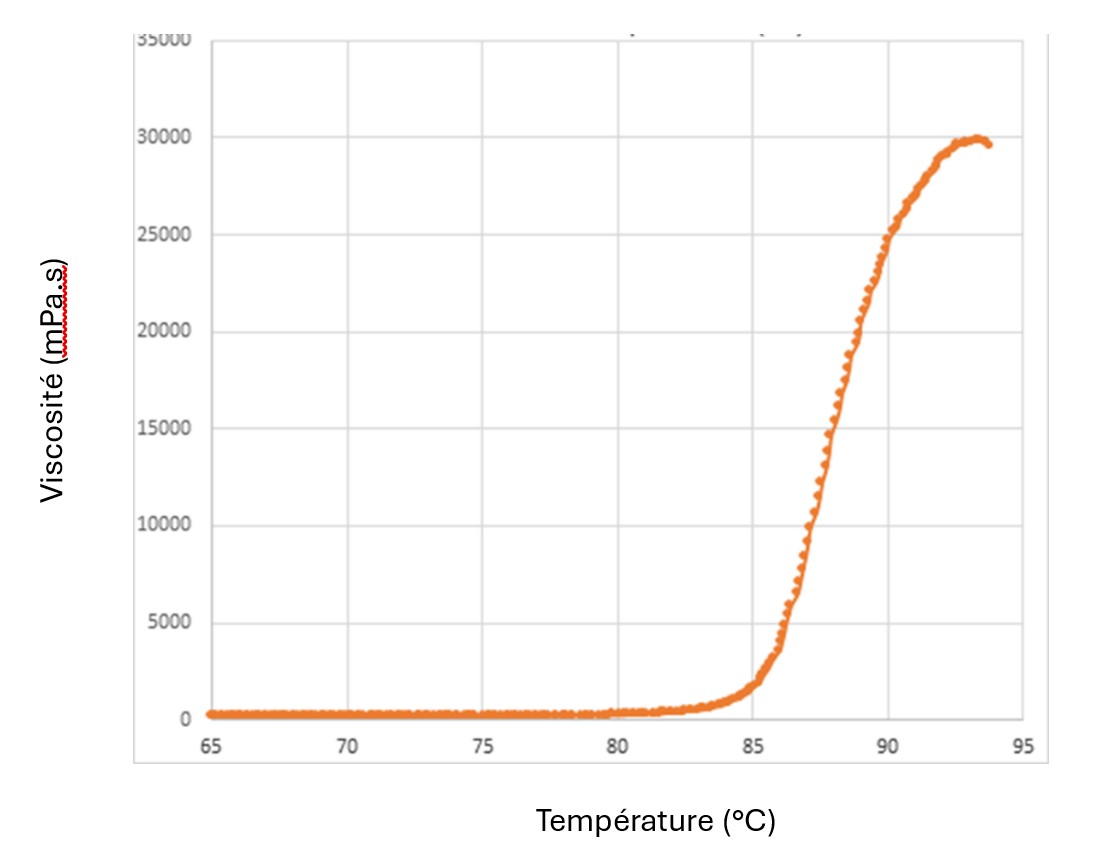
Ce type de test permet de simuler une opération unitaire pour suivre l’évolution de la viscosité au passage de cette opération, d’anticiper une meilleure industrialisation de la recette et de détecter les problématiques industrielles potentielles, ici cette forte prise de viscosité.
L’outil rhéologique nous permet de comparer les performances de deux mélangeurs M1 et M2 en suivant l’évolution de la viscosité d’un fromage fondu après leurs cuissons par Injection de vapeur directe dans les deux cuiseurs.
Avec la réalisation de courbes d’écoulement classique (aller de 1 à 50 s-1), nous pouvons mesurer l’évolution du krémage (texturation) en fonction du temps à trois instants : juste après la cuisson, 10 et 20 minutes de texturation. Le graphe ci-après résume les différents résultats.
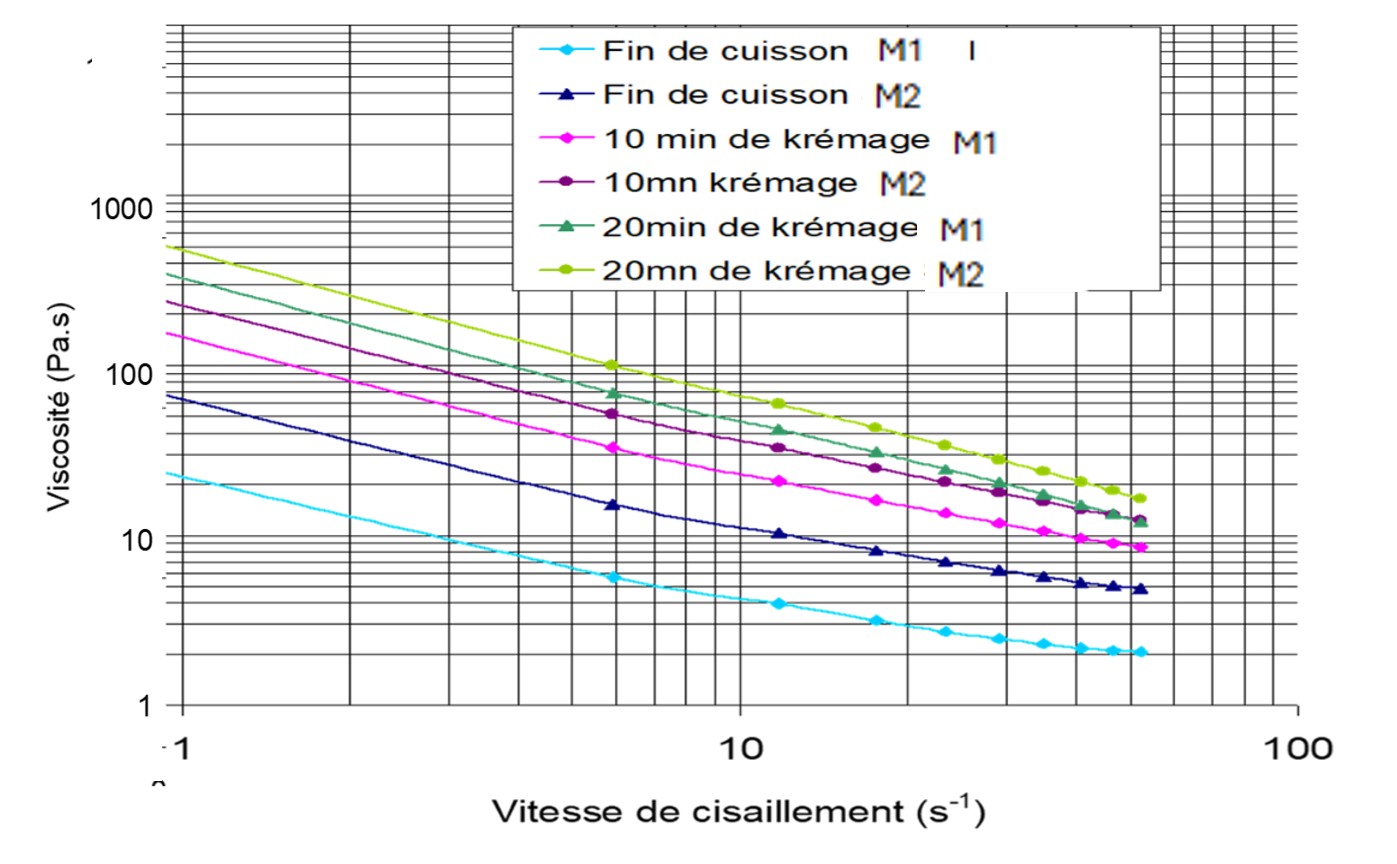
Nous pouvons constater une grosse différence de viscosité en fin de cuisson et lors de l’étape de texturation (krémage).
- En fin de cuisson, le mélangeur M1 donne une viscosité moindre que le M2, qui peuvent être du à un niveau de cisaillement différent ou une homogénéité de mélange différente, voire de par la conception des injecteurs de vapeur.
- Les viscosités du mélangeur M1 sont plus élevées que le M2, et il faudra avec un temps de séjour plus important en cuve de texturation industrielle avec le M2 pour atteindre le comportement rhéologique et également la texture cibles.
L’outil rhéologique permet de suivre pas à pas l’évolution de la viscosité au cours de chaque opération unitaire de la ligne de fabrication. Il permet notamment d’évaluer l’impact des conditions opératoires, techniques et technologiques sur le comportement rhéologique et la texture du produit, afin d’adapter l’outil industriel en conséquence.
La mesure de la texturation pour un fromage fondu peut se faire au moyen de la viscosité. Le graphe ci-après indique l’évolution de la viscosité en fonction du temps pour un fromage fondu après des cuissons à différentes températures, de 95°C à 114°C. Les mesures sont réalisées à la même vitesse de cisaillement et la même température.
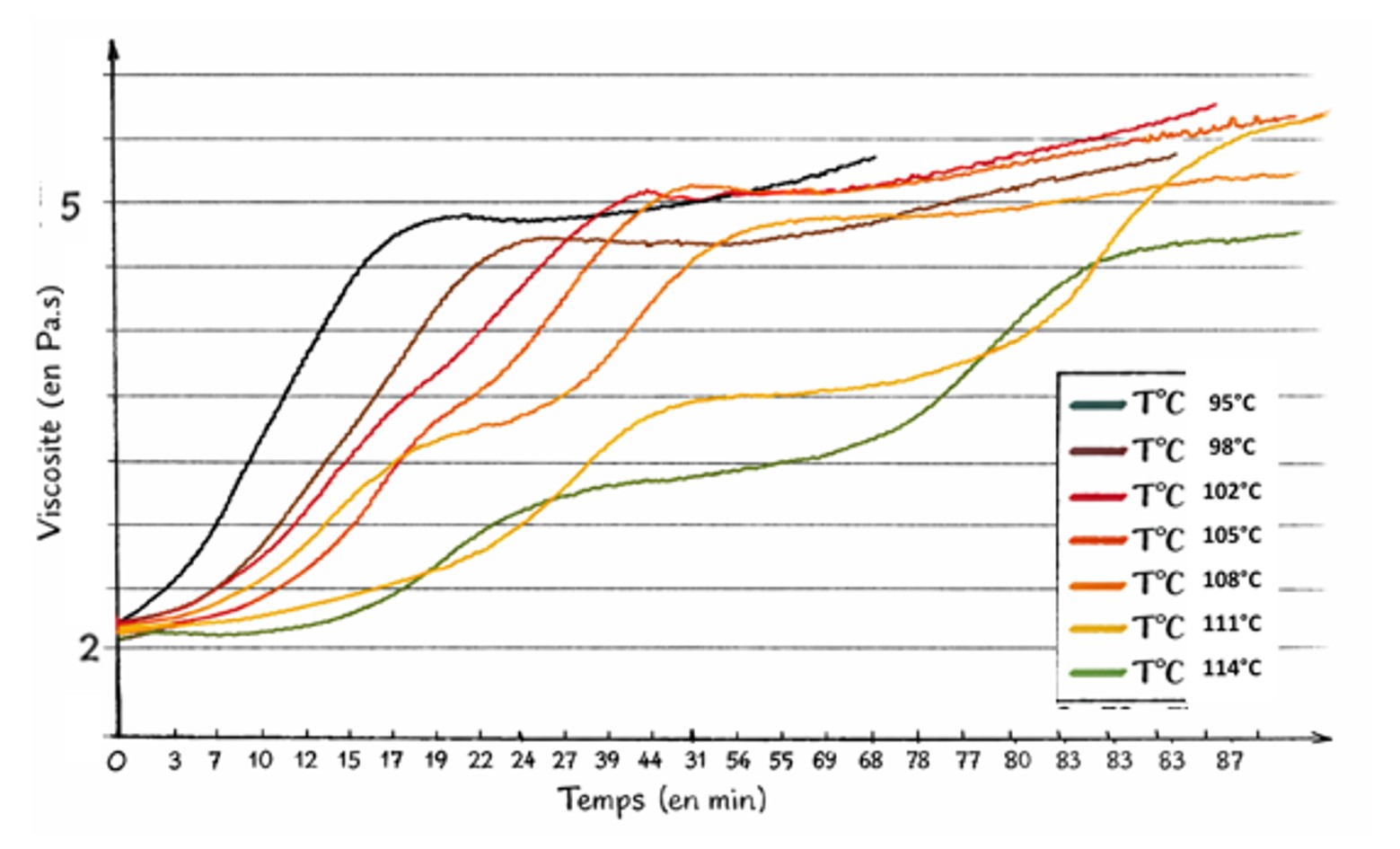
Nous pouvons noter un fort impact sur le démarrage de la texturation et l’atteinte du plateau de texturation, beaucoup plus longs avec l’augmentation de la température de cuisson. Néanmoins la valeur du plateau de texturation ne change pas quelle que soit la température, et in fine le même produit fini.
La température de cuisson est donc un levier pour accélérer ou décélérer la cinétique d’atteinte du plateau de texturation. Cette étude permet notamment de dimensionner de manière optimale la cuve de texturation au niveau industriel.
L’outil rhéologique permet ainsi de définir les meilleurs paramètres de conduite pour les opérateurs et d’optimiser le dimensionnement des lignes industrielles.